

联系我们

当前位置:
聊城 航萧管件有限公司(定兴分公司)
定兴当地行业动态
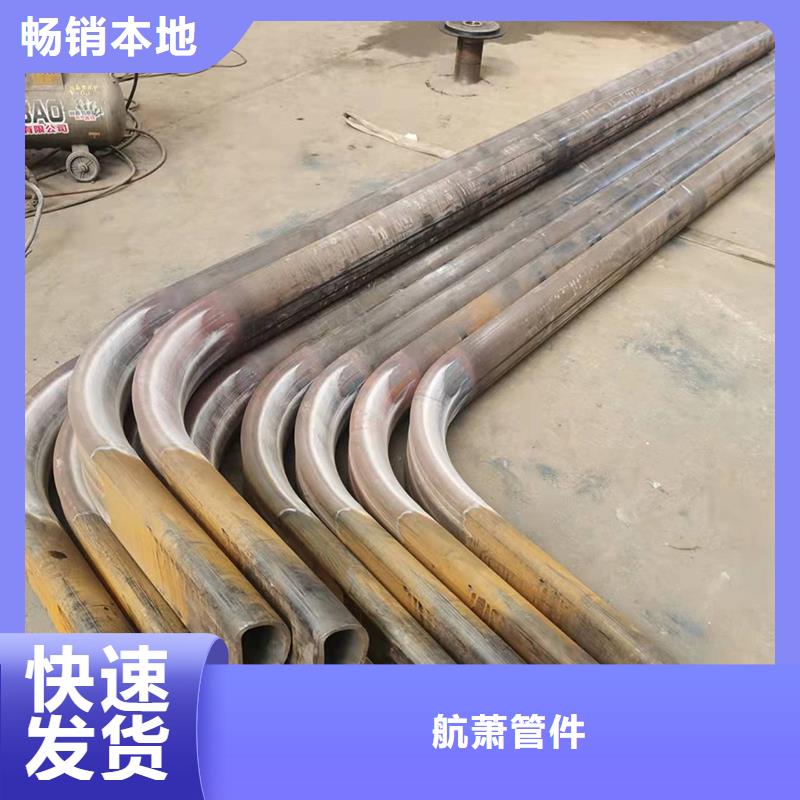
弯管精致工艺
更新时间:2025-05-26 07:20:34 ip归属地:保定,天气:多云转晴,温度:13-27 浏览次数:1 公司名称:聊城 航萧管件有限公司(定兴分公司)
以下是: 弯管精致工艺的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 100/吨 |
| 发货期限 | 5 |
| 供货总量 | 40 |
| 运费说明 | 协商 |
| 小起订 | 1 |
| 质量等级 | 1 |
| 是否厂家 | 是 |
| 产品材质 | 齐全 |
| 产品品牌 | 航萧管件 |
| 产品规格 | 齐全 |
| 发货城市 | 聊城 |
| 产品产地 | 聊城 |
| 加工定制 | 按图纸加工 |
| 产品型号 | 齐全 |
| 产品重量 | 10 |
| 适用领域 | 锅炉,桥梁,体育场 |
| 工作温度 | 10 |
以下是: 弯管精致工艺的图文视频




弯管精致工艺,航萧管件有限公司(定兴分公司)为您提供 弯管精致工艺,联系人:宋经理,电话:17306359888、17306359888,QQ:46564996,请联系航萧管件有限公司(定兴分公司),发货地:经济开发区崂山路物流院内。 河北省,保定市,定兴县 定兴历史悠久,文化底蕴深厚,秦置范阳县,金大定六年(1166年)始置定兴,取大定兴盛之意。中国早的音乐家高渐离,燕国名臣郭隗,东晋名将祖逖,唐朝诗人卢照邻、贾岛,元朝名将、保定府建造者张柔,元朝戏剧家、《西厢记》作者王实甫,清末军机大臣鹿传霖,现代诗人张秀中、中国位女试飞员张玉梅等皆出于此。
无论您是初次接触还是已经熟悉,我们的 弯管精致工艺产品视频将为您带来全新的视觉体验,让您对产品有更深入的了解。
以下是: 弯管精致工艺的图文介绍


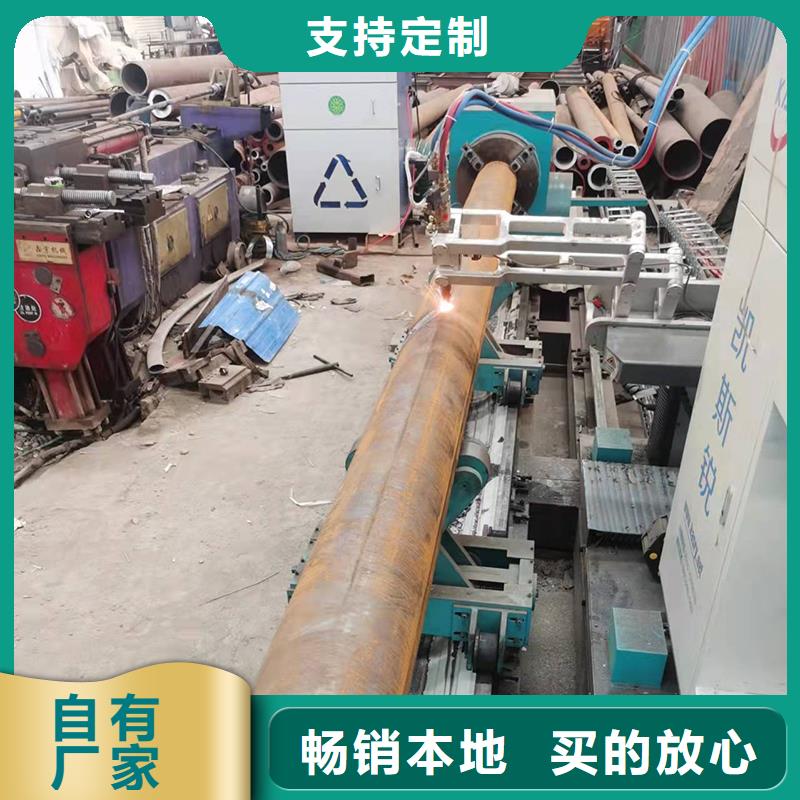
全自动弯管机的价格和服务是成正比的 相比液压弯管机,全自动弯管机的价格要高出不少,但对于家具业的弯管加工,特别是像座椅这样的弯管加工来说,还是很有优势的,全自动设备的价格比液压弯管机高出不少。但为何全自动弯管机在家具业仍然如此受市场欢迎呢,其实也不难理解,对于小型企业而言,每台全自动弯管机的售价是一个很大的障碍。由于液压弯管机成本较低,在售后的维修技术难度较大,而且修理费用也要有许多优点,对于大直径的管材液压弯管机可以另外购买,而全自动弯管机如果这样的话,成本费用会让企业考虑与产量对比。 与全自动弯管机床相比,普通液压弯管机床针对的客户群与全自动弯管机床针对的客户群完全不同,一个是一般市场客户群,两者在市场上的需求理念不一样,在选择全自动弯管机床的客户群时,对全自动设备的价格问题没有考虑,要的是产品的质量和设备性能的稳定性,所以我们的产品制造理念也不一样。 综上所述,不要说全自动弯管机价格太贵了什么的,相应的质量与售后以及服务,都是会更上一层楼的!



我国全自动弯管机设计技术面临的问题 自2009年年底以来,欧洲机床制造商接受的订单一直在不断增长。2010年上半年,其增长速度几乎达到2009年同期的50%以上。近的统计数字显示,国际订单虽然在以两位数的速度增长,但增长已有所放缓。欧洲机床工业传统上是以出口为导向,不过欧洲客户仍然是行业的核心支撑。因为制造业一直是欧洲经济的重要组成部分和经济复苏的主要驱动力。 全自动弯管机的系统具有手动和自动操作方式,自动方式下又可分为步进跟随弯曲和原点贯穿弯曲,便于加工多种多样的弯管。对于具有不同弯曲半径的管件,采用上下模切换来实现弯管加工。对于具有特殊加工要求的弯管,设计了联动、分解及相应的辅助动作,避免机械干涉,实现了弯管过程的自动化。 常用的全自动弯管机使用的模具常常是针对碳钢管,对于合金钢管、不锈钢管的弯曲,由于材质的不同特性,缺乏相应的相关技术,往往无法得到理想的弯管截面变形率及弯管角度。于较大扭矩(功率)的弯管机,由于存在设计的盲区,容易造成静不定、失稳现象及共振问题。同时控制电路的设计也缺乏相应的设计经验。较大扭矩(功率)的高质量的直流电机在国内也很难找到供应商。 电动弯管机主要用于5.08 cm(2英寸)以下管道的弯曲,弯管半径一般小于25.4 cm (10英寸)。对于较大的弯管半径,一般无法找到相对适应的机器与模具。对于弯管半径大于30.48 cm(12英寸)的弯管模具不仅投资较大,而且模具的浇注的过程变形也难以得到控制,同时对于这种模具的设计也需要相当的技术积累。


对待客户航萧管件有限公司(定兴分公司)执行一贯性的态度,从上至下无论总经理还是普通员工,都重视并维护客户的权益。公司始终秉承“诚实立身、信誉兴业”的宗旨。以质量求生存,用诚信铸品牌,用责任维护 弯管品牌。




全自动弯管机应该按照正确的方式来操作 每一款机械设备都有其相应的使用方式,在使用时,都不应该按照自己的喜好。我们在使用全自动弯管机的时候,也应该按照正确的顺序来操作。 在对全自动弯管机进行使用之前,一定要先让机床进行良好的接地,否则机器可能会因此发生倾斜或者出现更严重的机器故障。 另外,要及时检查弯管机的弯头和弯管。在用过一段时间之后,弯头和弯管可能会比较脏,因此要及时对其进行各个方面且细致的清洗,并注意通风,将其放在通风干燥处晾干。里面的灰尘和污垢也应该及时进行清理,这样在使用时设备才有可能正常的工作。 还需要格外注意的一点是,弯头的介质是顺着阀瓣流向上的,因此弯管机的弯头和弯管只能够以水平的方式进行安装,不能垂直安装。 另外,在对全自动弯管机进行检查时,应先切断电源,不能在机器通电的情况下进行检查和维修。


于型材弯管拉弯工艺特点及要求,1、所谓拉弯即是在给于型材预制拉力(在屈服极限范围内)的前提下,利用旋转和靠模改变型材断面变形中介面(内移)使其塑性变形的过程。 2、关于备料长度:一般情况下备料应是所需弯曲材料的弧长加上工艺段之和,工艺段等于2.1倍的变形宽度(t),变形宽度(t)等于外半径(R外)减内半径(R内)。备料长度=弧长+2.1t,当然具体备料长度可以根据实际情况考虑套裁,以便节省工艺段。 3、关于备料数量:一般情况下应根据不同断面、不同半径、不同弧长在实际需要数量基础上增加1~2支备份,以便做为调试模具用。该备份未考虑材料弯曲后的运输、加工、安装等环节可能出现的损失数量。 4、关于材料每支弯曲弧长的要求:通常情况下不应超过弧度角180度。 5、关于材料硬度状态的要求:当型材弯曲的伸长率满足变形量要求时应选择T5状态(e≤10%),铝型材的标准为e≥8%;e=t/R内×=(R外-R内)÷R内×否则应选择To~T4状态。当然型材生产厂一般不愿意给客户生产T1~T4状态型材。 6、关于型材表面处理要求:通常情况下可以选择阳极氧化或涂装后弯曲加工(涂层的伸长率远大于型材的伸长率);因为型材拉弯时型材与模具之间没有相对位移,故不会损伤型材。如型材弯曲过程中涂层脱落则是涂层的附着力不足原因造成的,产生附着力不足的原因主要有喷涂前处理不好或加温不足及加温时间不足造成。当然为方便运输和安装应适当做表面保护。



在保定市定兴县采购 弯管精致工艺请认准航萧管件有限公司(定兴分公司),品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:宋经理-17306359888,QQ:46564996,地址:经济开发区崂山路物流院内)。